The engine is the most complicated and most important component of any tracked fighting vehicle. It might even take more time to develop the engine than the rest of the tank put together. Even today, not all tank building nations have the ability to produce their own engines, and a successful design can define the development of tanks for years to come. The V-2 diesel engine put into production in 1939 was one such design. Last time we told the tale of the trials of this engine in the A-8 tank. This article will cast light on the second stage of the trials. This time, the new diesel engine was put to work on a heavy tractor.
Trials of the V-2 E4S engine on the Voroshilovets tractor
Official trials of the engine began on May 31st and lasted until June 17th, 1939. Before that, the engine was broken in at the factory, tuned on a test bench, went through three hour delivery trials working at 500 hp at 1800 RPM as any production engine would. In addition to that, it worked under load for 7 hours and 21 minutes and idled for 33 minutes.
Disassembly and inspection showed deep scratches on the working surfaces of the 3rd, 4th, and 5th leaded bronze liners of the crankshaft. All liners were replaced with new ones and the engine was sent back for additional tuning, further three hour trials, and 3 hours 28 minutes of additional work.
 |
| V-2 E4S engine, viewed from the generator end. |
The engine was then fully disassembled. A large gouge was noted on the working surface of the leaded bronze liner of the second piston rod. The liners and plug of the upper head were replaced. All pistons were also replaced with new ones with a thickened pin land between the first and second upper ring.
The engine was sent to tuning once again due to the new liners and pistons, where it worked for 2 hours and 7 minutes, after which it was disassembled and presented to the state commission. The engine had a number of deviations from blueprints. The size of the conical gear teeth in the vertical gear linkage was not correct. The deviation was corrected. Two liners for the cups were installed with a total thickness of 2.45 mm instead of the 0.7-1.2 mm allowed on the blueprints. The bearing pins on the upper casing vertical gear were tilted.
In addition to the aforementioned deviations, the engine had a number of defects that had to be corrected: cracks in the piston rods, scratches and gouges in the working surfaces of the upper and lower heads of the articulated connecting rod plugs, the upper plug liner was crooked, the valves were too loose, and a number of other defects, including the fuel pump.
Triple disassembly of the engine showed that, just like with the V-2 engine installed on A-8 tanks, the working blueprints, technical documentation, and technological processes were insufficiently well defined, and also that factory #75's quality control was poor.
 |
| V-2 E4S engine external characteristics. |
The changes in power according to external characteristics matched the regular factory tuning of the V-2 engine. The torque curve was rather unusual in that its maximum was at 1300 RPM whereas in a normal V-2 the torque increased gradually until a lower point at 1000-1100 RPM.
The main characteristics of the V-2 E-4S engine of the Voroshilovets tractor were about the same as on the A-8 tank.
Installation of the V-2 E4S engine into a Voroshilovets tractor
Before receiving the V-2 E4S engine, Voroshilovets tractor #6 had travelled for 2923 km (923 km past its warranty limit) and had a large number of worn out components. When the V-2 E4S engine was installed, common defects were noted and measures were taken to correct them.
- The engine shaft was aligned with the multiplier shaft with an error of no more than 0.06 mm.
- Instead of a normal driveshaft with couplings on both ends, which have caused defects in the past, a new driveshaft with a coupling on the side of the multipler and a rigid connection to the main friction clutch was used.
- In order to reduce load on the fan driving shaft, an aluminium pulley sheave was used. In the past, the shaft would break often after the V-2 diesel engine had worked for 25-30 hours on a tractor. One such instance was recorded during state trials.
- New air cleaners with an oil bath and wire mesh stuffing were installed.
- All oil lines with DM type ends were replaced. Steel ends were soldered on, as in the past there were many cases of copper pipes being crushed, which weakened the joints, led to oil leaks, and lines breaking when the engine was started.
- The position of the engine in the frame was marked to track shifting during trials.
- A new felt oil filter was installed.
 |
| Voroshilovets tractor fuel system |
After 33 hours and 835 km of driving in Voroshilovets tractor #6, the engine was removed and installed on Voroshilovets tractor #51 that had travelled for only 26 km.
The trials program called for 100 hours of work by carrying 3 tons of weights in the truck bed and towing a load between 17 and 60 tons (T-35 tank). The actual trials deviated from the plan somewhat. For instance, parts of the driving trials and lengths spent in them were changed. Cross country driving was replaced with driving in sand. This replacement was done since there was no suitable terrain close to the chosen route. This replacement did not ease the engine's work at all. Driving in deep sand was the most stressful part of the trials.
 |
| Towing a T-35 tank through a forest. |
Between May 30th and June 14th, 1939, the Voroshilovets tractor drove 2015.6 km over the course of 101 hours. Of those, 1056.3 km were driven on dirt roads, 79.8 on a cobblestone highway, 312 km cross-country, and 567.5 km in sand.
The average speeds of Voroshilovets tractors #6 and #51 with the V-2 E4S engine during mobility trials were as follows:
|
|
No load
|
Towing a Voroshilovets tractor
|
Towing a T-35 tank
|
|
Movement speed
|
26.9 kph
|
19.3 kph
|
10.06 kph
|
|
Technical speed
|
20.2 kph
|
16.0 kph
|
6.7 kph
|
|
Operational speed
|
13.8 kph
|
11.6 kph
|
5.25 kph
|
The movement speed for towing trials using Voroshilovets tractor #3 is slightly lower than the maximum, as due to the unreliable towing linkage the tractor was limited to 4th gear when driving cross-country.
The engine allowed the drive to switch to 7th or 8th gear. The average technical speed for the engine can be considered the same as the movement speed, since there were no stoppages due to faults with the engine.
 |
| Towing a T-35 tank up a 15 degree slope. The tractor's tracks are slipping. |
The average technical speeds are quite low due to frequent stops in the early days of trials with tractor #6, as issues with the running gear and transmission had to be corrected.
The maximum speeds on straightaways on good packed dirt, as indicated by the speedometer, were as follows:
- For speed trials in 8th gear: up to 40 kph
- For towing trials of Voroshilovets tractor #3 in 8th gear: 30 kph
- For towing trials of a T-35 tank in 4th gear and at 1550-1600 RPM: up to 15 kph
Natural obstacles
The towing capacity of the Voroshilovets tractor with the V-2 E4S engine was tested by towing Voroshilovets tractor #3 and the T-35 tank on steep slopes and tilts.
 |
| The lengthy drive up a 9.5 degree slope on a 20 degree tilt was negotiated in first gear. |
While towing the T-35 tank, the tractor drove 18-20 meters up a 15 degree slope and started to slip. The T-35 had been towed 3-4 meters up the slope. The attempt was repeated after attaching 13 spurs to each track. The result didn't change. The tank could be towed up the slope with the help of Voroshilovets tractor #3 using the E1S engine.
Voroshilovets tractor #51 could tow the T-35 tank up short 13-14 degree slopes in first gear. An 8 degree slope at a tilt of up to 22 degrees was negotiated in first gear. Short slopes of 28-29 degrees could be negotiated in first gear while towing tractor #3, and a slope of up to 13 degrees with a tilt of up to 16 degrees was negotiated in second gear.
 |
| A deep ravine with a short 29 degree bank was negotiated in first gear. |
The temperature of the V-2 engine was stable at all loads and in all gears. However, the elevated average oil temperature at high loads indicated that radiator cooling was insufficient. Factory #183 was advised to urgently review the design of the oil radiator to ensure that the engine works reliably.
The diesel engine showed good adaptability with a gradual change in torque according to external characteristics up to low RPMs of 500-550. A reduction of torque by 30 kg-m after trials was explained by a change in the fuel injection advance angle and loss of integrity in the fuel pump packing.
 |
| Towing a T-35 tank in deep sand. Gray smoke can be seen. |
Voroshilovets tractor #6 carried 464 kg of fuel across two tanks (232 kg each). Both tanks were fully fuelled to determine cruising range. The left tank was used first. When only 4 kg of fuel remained, the fuel system switched to the right one until it took was drained to 4 kg. The tractor had driven for 452.8 km.
The cruising range for Voroshilovets tractor #6 with an E4S engine and 3 tons of cargo was rounded down and recorded as 450 km. Oil expenditure during high speed trials was higher. 50 kg of oil was poured into the tank before trials and just over 20 kg remained after driving for 800 km. It was estimated that the tractor could drive with 12-15 kg of oil in the system. Therefore, 0.031 kg of oil was expended per 1 km of driving. Overall the tractor could drive for 1000 km without an oil refill.
The Voroshilovets could start its engine in two ways: with an electric starter or compressed air. Two electric starters with a combined power of 12 hp were used, powered with four 12 V batteries. The air starter used one 25 L tank at 150 kg/cm² in the tank and 80 kg/cm² at the reductor.
 |
| A 90 degree turn on a cobblestone highway had to be done in stages. The tractor had to back up twice. After the turn was done, the tractor was pulled to the right due to greater tension in the right tow cable. |
The electric starter was used 308 times during trials. As long as the fuel lines were not filled with air, the system worked flawlessly. There were however issues due to faults with the wiring: loss of contact with the battery terminals. Since the air starter was very inconvenient, it was not used during trials.
Caring for the engine
The preventative maintenance procedures undertaken during the trials were simple and consisted of regular inspection, washing of the oil, fuel, and air filters, and refilling with fuel and oil.
It was noted that getting to certain assemblies was difficult, which would have caused issues in case the assembly had to be replaced in the field. It would have been difficult to unscrew the water pump casing nuts. The air starter valves, fuel pump bolts, and water jacket pins were hard to access due to reinforcement ribs on the fuel nozzles. It was also difficult to access the oil filter and very inconvenient to disassemble and wash it in the field.
 |
| A 90 degree turn in a settlement had to be carried out in several stages. The tractor had to reverse twice, digging deep into the sand. |
Reliability was still the biggest question in the trials of the V-2 engine on the Voroshilovets tractor. Design and production flaws of the engine mount were discovered during the trials and when the engine was removed and installed. The biggest issues were as follows:
- Due to a lack of affixing surfaces on the engine bed, the engines were not interchangeable in the same frame.
- The design of the air filters was not well thought out, as they were inconvenient to clean and wash in field conditions. Removing the filter casing for washing had to be easy.
- The fuel control level was too sensitive.
- All oil and fuel lines had to be made of steel or at least have steel ends. The oil line to the pressure sensor rubbed through during the trials as it was made of red copper.
- The felt oil filter was good and cleaned the oil from foreign particles well, but had to be improved to make disassembly and cleaning in field conditions easier.
- The exit temperature of the oil was high (107-110 degrees C) in certain parts of the towing trials. This indicated that the design of the radiator had to be revised immediately in order to allow the engine to work normally with an exit temperature of oil at 75-80 degrees.
- The driveshaft coupling was unreliable. During trials two pins of the trunnion cross broke at the same time, which could have damaged the engine.
- The steering rack control rod was not stiff enough and was too far bent, which led to vibration that made the lever's position unstable.
- Methods to quickly establish the upper dead center position for the 1st left cylinder and to check the advance fuel injection angle are necessary.
- The fan shaft was unreliable.
It was also noted that the gearshift and multiplier levers were tough to work, which led to them breaking often, made shifting take a long time, and led to the driver getting tired too soon. The position of the levers was considered uncomfortable.
After the end of the trials, the V-2 E4S engine was removed from Voroshilovets tractor #51 in working condition, but the fuel pump needed minor repairs. The main engine parts and assemblies (upper casing, lower casing, pistons (with the exception of two pistons from the left bank), crankshaft and liners, distribution shafts, cylinder block heads, block casings and liners, vertical gear, water pump, and oil pump) were in good condition and could be used further.
 |
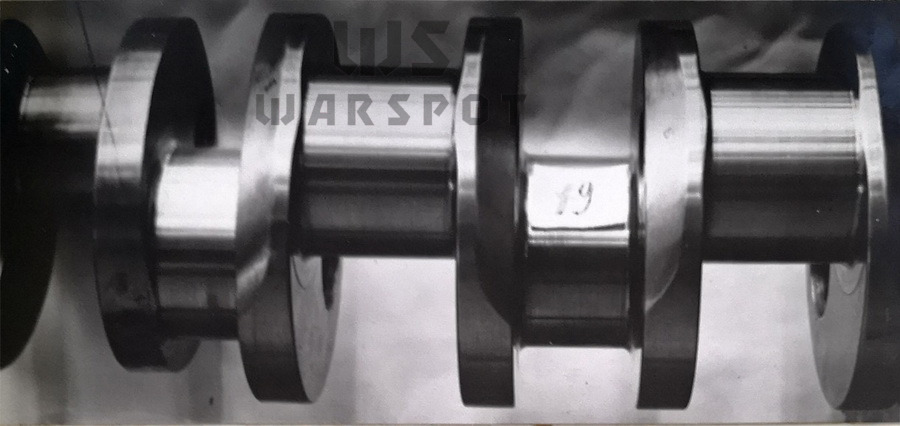
| The working surfaces of the 4th and 5th crank journals were in good condition. |
The main defects found when the engine was disassembled were:
- The 5th anchor pin on the right block was torn.
- Penetration of gases in the opening between the block head and liner.
- One piston ring of the 1st cylinder of the left block was broken.
- The back faces of two pistons in the left block were heavily worn.
- The teeth of the idler sprocket and oil shaft gears and vertical shaft gears that were in contact with it were heavily worn.
- Due to a large amount of sand getting into the fuel pump, the main components of the fuel pump were heavily worn.
Despite these defects, the engine continued to work. The technical condition of the engine after conclusion of the trials was deemed satisfactory.
The V-2 E4S engine worked on the Voroshilovets tractor for 101 hours and 17 minutes, having travelled for 2015.6 km. In total, the engine worked for 128 hours and 41 minutes under load. The engine worked out its warranty period on the tractor without issues and completed trials with the grade of "Good". It was deemed to have met technical requirements presented by factory #75 for installation on the Voroshilovets tractor.
Conclusions of the state commission
The V-2 E-S (Etalon-Seriyniy, Reference-Production) engine passed 100 hour state trials in the A-8 tank, Voroshilovets tractor, and on a test bench with the grade of "Good". The V-2 E2-S engine was recommended for mass production. This decision was made as a result of trials of four V-2 engines:
- V-2 E2S engine tested in an A-8 tank for 110 hours and 30 minutes with no emergency stops. Overall the engine worked for 129 hours and 15 minutes under load. Grade: "Good".
- V-2 E4S engine tested on the Voroshilovets tractor for 106 hours and 41 minutes with no emergency stops. Overall the engine worked for 123 hours and 41 minutes under load. Grade: "Good".
- V-2 E3S engine tested on a test bench under load for 124 hours. Grade: "Good".
- Experimental V-2 E4 engine received the grade "Unsatisfactory" and did not pass trials. The diesel engine worked for 137 hours and 57 minutes in an A-8 tank and had three emergency stops due to failures of the oil pump, vertical shaft, and oil pump driving gears.
Trials of the V-2 ES engine on the A-8 tank and test bench showed a number of advantages of the V-2 ES engine over the M-17T engine. The engine used less fuel, plus gasoil reduces the chance of fires. In summer conditions, the A-8 tank could travel for 540-585 km versus an A-7 tank with an M-17T engine that could only travel for 303 km. The Voroshilovets tractor with a 3 ton load could travel for 450 km.
The diesel engine ran at a stable temperature and did not limit the speed of the A-8 tank in summer conditions, plus it did not require the driver to shift gears as often as the M-17T. The A-8 tank could continue to drive on hard dirt for 24-28 minutes in third gear at 40 kph with the air intakes closed or for 51 minutes in second gear. The oil and water temperature allowed it to keep moving even further. The M-17T could only last for 2-2.5 minutes in these conditions.
The diesel engine showed good towing power and better adaptability to difficult conditions than the M-17T. The engine was easy to start in the summer and could idle for a long time. It was easy to take care of the engine.
 |
| Characteristics of the V-2 E2S, E3S, E4S, and E4 recorded before the trials. |
The top speed of the A-8 tank with a diesel engine achievable on a 1000 meter long packed dirt road was 61.8-62.8 kph, 94% of the A-7's top speed (66.5 kph).
Comparative trials of the throttle response in tanks equipped with the M-17T engine and diesel engine on a packed dirt road when accelerating from 800 to 1700 RPM in third gear gave the following results. The tank with the V-2 E2S engine had a throttle response of 74-78% of the M-17T and the tank with the V-2 E-4 engine had a throttle response of 100-115%. The deviation was caused by imprecise measurements. In practice, the throttle response of the A-7 and A-8 was almost identical.
The short lifespan (100 hours) caused by the unreliable fuel pump, nozzles, regulator, and oil pump components was listed as a drawback of the V-2 ES design.
The main components remained in good condition after 120-140 hours of work under load and indicated that the warranty period could be extended. The external characteristics of the diesel engines under test matched the characteristics attached to technical requirements for engine deliveries.
 |
| External characteristics of the E4 engine recorded before state trials and after 70 hours 49 minutes of working. |
The commission that carried out trials of the V-2 S-2 engine in April-May of 1938 noted unreliable components (weak head, weak upper casing), unsatisfactory overheating, multiple oil leaks from joints. In state trials held in 1939, the aforementioned parts worked reliably, the heat behaviour improved, and leaks were dealt with.
In order to put the engine into production, it was necessary to:
- Improve reliability of the fuel pump.
- Get rid of plunger spring and casing failures.
- Get rid of abnormal wear of the regulator push rod and spring.
- Protect the pump from sand and water and eliminate leaks from the unions.
- Improve the reliability of the oil pump and oil pump driving gears.
- Strengthen the upper vertical shaft
Start of production and pre-war plans
The People's Commissar of Medium Machinebuilding ordered the V-2 engine to go into production with a warranty period of 100 hours on September 1st, 1939.
Production of V-2 diesel engines was also organized at the Stalingrad Tractor Factory (STZ) before the war. Factory #75 had time to produce a large batch of engines for equipping BT-7M, T-34 and KV tanks as well as Voroshilovets tractors before the start of the war. Production of engines in Kharkov continued until factory #75 was evacuated to Chelyabinsk in the fall of 1941. In Chelyabinsk, factory #75 was absorbed by the Chelyabinsk Kirov Factory (ChKZ).
 |
| Growth in V-2 engine production in Kharkov in 1939-1941 in percent. |
Production of engines was also organized at factory #76 in Sverdlovsk and factory #77 in Barnaul. Mass production of tanks required an increase in engine production and correction of production processes to account for the needs of mass production and the level of training of personnel at the factories as well as equipment on hand. Difficult work to make the engine easier to produce had to be performed. Practice showed that the V-2 engine was suitable for production at various factories as well as use and repair in wartime.
Specialists who were responsible for developing the engine and putting it into production in Kharkov directed its production at other factories.
72,800 V-2 engines were built during the war. The time to build the engine in man-hours dropped by half in this time, while the warranty period grew from 100 hours to 250. The engine could last for 300-400 hours in operation in the army. Repair factories also mastered the refurbishing process. More than 250,000 V-2 engines were built before the 1970s.
Experimental design work started again after the engine passed trials. In part, NII-1600 finished working on the linear 6 cylinder V-3 engine, which when tuned to 250-300 hp was renamed V-4. Trials of a stock V-2 engine supercharged to 600-650 hp were carried out. Prototypes of experimental inertial starters were built. A new monobloc diesel engine with a load bearing lower casing was designed.
One can find a 1200-1300 hp two-stroke high speed tank diesel engine among the NII's unusual projects. Work on this engine began in 1940. Plans were made to conduct experimental work and build one-cylinder models in 1940. A working project and prototypes were due by 1942.
 |
| A fragment from research and experimental work plans at factory #75 for 1941. The calculated power of the two-stroke diesel engine was reduced to 900-1000 hp. This work continued only after the war with the DD-2 12-cylinder engine and DD-1 two stroke engine. |
By 1941, factory #75 produced several variants of the V-2 engine:
- For the BT-7M tank:
- Normal power: 400 hp at 1700 RPM
- Nominal power: 450 hp at 1750 RPM
- Maximum power: 500 hp at 1800 RPM
- Dry weight: 750 kg
- Dimensions: H: 1073 mm, W: 856 mm, L: 1558 mm
- For the Voroshilovets heavy tractor:
- Normal power: 320 hp at 1500 RPM
- Nominal power: 375 hp at 1500 RPM
- Dry weight: 750 kg
- Dimensions: H: 1073 mm, W: 916 mm, L: 1558 mm
- For special purpose ships:
- Normal power: 400 hp at 1700 RPM
- Nominal power: 450 hp at 1750 RPM
- Maximum power: 500 hp at 1800 RPM
- Dry weight: 775 kg
- Dimensions: H: 1073 mm, W: 856 mm, L: 1891 mm
- For the A-34 tank:
- Normal power: 400 hp at 1700 RPM
- Nominal power: 450 hp at 1750 RPM
- Maximum power: 500 hp at 1800 RPM
- Dry weight: 750 kg
- Dimensions: H: 1073 mm, W: 916 mm, L: 1558 mm
- For the T-50 tank:
- Normal power: 225 hp at 1800 RPM
- Nominal power: 250 hp at 1900 RPM
- Maximum power: 300 hp at 2000 RPM
- Dry weight: 540 kg
- Dimensions: H: 966 mm, W: 632 mm, L: 1569 mm
- For the KV tank:
- Normal power: 450 hp at 1900 RPM
- Nominal power: 550 hp at 1950 RPM
- Maximum power: 600 hp at 2000 RPM
- Dry weight: 750 kg
- Dimensions: H: 1073 mm, W: 916 mm, L: 1558 mm














No comments:
Post a Comment